

 当前位置:
当前位置:
 咨询电话:13964676687
咨询电话:13964676687



 2023-04-28 13:52:33
2023-04-28 13:52:33 2513
2513 电解气浮机
电解气浮机 电解气浮机
电解气浮机 地埋污水处理设备
地埋污水处理设备 地埋污水处理设备
地埋污水处理设备 地埋污水处理设备
地埋污水处理设备 地埋污水处理设备
地埋污水处理设备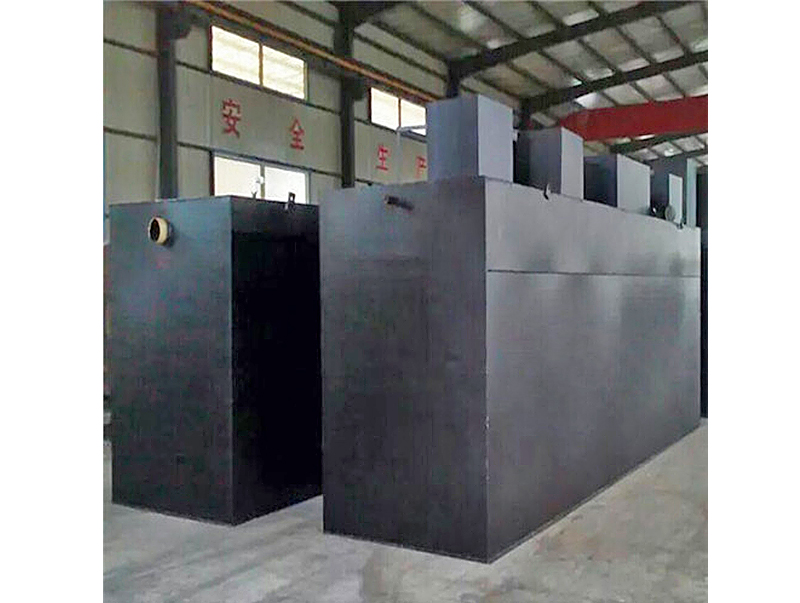 地埋式污水处理设备
地埋式污水处理设备 MBR地埋一体化污水处理设备
MBR地埋一体化污水处理设备 MBR地埋一体化污水处理设备
MBR地埋一体化污水处理设备 MBR一体化污水处理设备
MBR一体化污水处理设备 UASB厌氧反应器
UASB厌氧反应器 304不锈钢三相分离器
304不锈钢三相分离器 ABR一体化污水处理设备
ABR一体化污水处理设备 IC厌氧反应器
IC厌氧反应器潍坊盟宇环保科技有限公司
联系人:王经理
电话:13964676687
地址:山东省诸城市密州街道观海路3093号
联系人:王经理
电话:13964676687
地址:山东省诸城市密州街道观海路3093号
PRODUCTS

厌氧反应器处理高浓度有机废水,其优越性逐步得到人们的承认和重视,近年来厌氧技术得到很快发展,UASB厌氧处理工艺设备中上向流厌氧污泥来以其构造简单、处理效率高、效果好、适用范围广、占地面积小、处理成本低、投资省而被大量采用。
反应器优点
1、全自动运行,可无人值守。
2、处理高纤维含量污水不堵塞,不积累。
3、抗冲击能力强,抗毒性强。
4、碱耗少,运行成本更低。
5、比同类产品占地少30%-50%,处理能力是同类产品的2倍。
6、双层模块,无漏气跑泥风险。
7、运行稳定,抗冲击能力强。
8、可靠性高,无需日常检修。
9、去除效率比同类产品高5%-10%。
10、启动速度快(常规启动10-15天,同类产品2-6个月)。
工作原理
需处理的废水以一定的流速自反应器底部进入反应器,首先进入底部污泥床随后流入悬浮污泥层与反应器中污泥充分混合接触,污泥中的微生物厌氧分解水中的有机污染物,随着水流的上升流动,气、水、泥三相混合液上升至三相分离器中,沼气碰到三相分离器下部反射板折向集气室,被有效地分离收集并通过沼气管、水封罐排出;污泥进入反应器上部沉淀区,在重力作用下沉降,发生泥水分离,污泥沿斜壁滑回反应区;处理后水从沉淀区溢流堰溢出排出反应器。
特点
1、污泥床内生物量多,折合浓度计算可达30~40g/L。
2、容积负荷率高,在中温发酵条件下,一般可达10kgCOD/(m3;.d)左右,甚至能够高达15~40kgCOD/(m3;.d),废水在反应器内的水力停留时间较短,因此所需池容大大缩小。
3、反应器中污泥颗粒化,颗污泥粒具有沉降性能好、生物浓度高、固液分离好、使反应器对不利因素的抗性增强。
4、设备简单,运行费用低,其能耗仅为好氧的10--15%。
5、不需设沉淀池和污泥回流装置,不需要充填填料,也不需在反应区内设机械搅拌装置,造价相对较低,便于管理,且不存在堵塞问题。
6、剩余污泥量少,其泥产量仅为好氧的5%左右。
7、产出清洁能源-----沼气。
应用范围
UASB已成功应用于各种高、中浓度废水处理中。如食品加工、酿造、医药化工、畜禽养殖、造纸、印染、垃圾渗滤液等诸多行业的废水处理中。





 首页
首页
 产品
产品
 电话
电话